創(chuàng)闊科技使用的真空擴(kuò)散焊是一種固態(tài)連接方法�,是在一定溫度和壓力下使待焊表面發(fā)生微小的塑性變形實(shí)現(xiàn)大面積的緊密接觸����,并經(jīng)一定時(shí)間的保溫,通過接觸面間原子的互擴(kuò)散及界面遷移從而實(shí)現(xiàn)零件的冶金結(jié)合�。擴(kuò)散焊大致可分為三個(gè)階段:**階段為初始塑性變形階段�����。在高溫和壓力下��,粗糙表面的微觀凸起首先接觸�����,并發(fā)生塑性變形,實(shí)際接觸面積增加�,并伴隨表面附著層和氧化膜的破碎,使界面實(shí)現(xiàn)緊密接觸�����,形成大量金屬鍵�����,為原子的擴(kuò)散提供條件����。第二階段為界面原子的互擴(kuò)散和遷移。在連接溫度下��,原子處于較高的活躍狀態(tài)��,待焊表面變形形成的大量空位���、位錯(cuò)和晶格畸變等缺陷����,使得原子擴(kuò)散系數(shù)增加。此外����,此階段還伴隨著再結(jié)晶的發(fā)生,以實(shí)現(xiàn)更加牢固的冶金結(jié)合和界面孔洞的收縮及消失��。第三階段為界面及孔洞的消失�。該階段原子繼續(xù)擴(kuò)散使原始界面和孔洞完全消失,達(dá)到良好的冶金結(jié)合���。其優(yōu)點(diǎn)可歸納為以下幾點(diǎn):(1)接頭性能優(yōu)異��。擴(kuò)散焊接頭強(qiáng)度高����,真空密封性好���,質(zhì)量穩(wěn)定�。對(duì)于同質(zhì)材料�����,焊接接頭的微觀組織及性能與母材相似��,且母材在焊后其物理�、化學(xué)性能基本不發(fā)生改變。(2)焊接變形小��。擴(kuò)散連接是一種固相連接技術(shù)����,焊接過程中沒有金屬的熔化和凝固。高效液冷換熱器���,多結(jié)構(gòu)多介質(zhì)換熱器���,設(shè)計(jì)加工找創(chuàng)闊能源科技。石家莊微通道換熱器技術(shù)指導(dǎo)
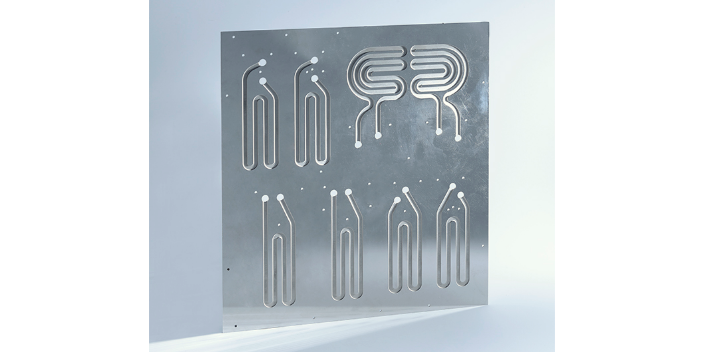
創(chuàng)闊科技介紹微通道熱交換器作為熱管理系統(tǒng)關(guān)鍵裝備����,小型化(緊湊化)、換熱效率高效化是當(dāng)前該領(lǐng)域的主流發(fā)展方向���,其使役性能方面的要求也日益嚴(yán)苛����。這直接導(dǎo)致了熱交換器裝備在用材、加工���、制造工藝等方面面臨極大的挑戰(zhàn)��。以列管式換熱器為例��,對(duì)于薄壁或超薄壁的換熱管����,無論是釬焊還是熔化焊����,換熱管極易發(fā)生溶蝕和燒穿。但難焊并不不能焊�。通過焊接材料成分體系的科學(xué)設(shè)計(jì)、焊接工藝制度的不斷優(yōu)化����,超薄壁換熱管的焊接難題可以得到有效的解決。微通道換熱器再以平板式換熱器為例?��,F(xiàn)階段��,平板式換熱器制造工藝以釬焊和擴(kuò)散焊兩種工藝路線為主�����。釬焊方法因?yàn)榉郗h(huán)境對(duì)釬料的限制而存在很大的局限性��,而真空擴(kuò)散焊方法則可以有效地避免這一問題�。但后者對(duì)工件的加工質(zhì)量����、表面狀態(tài)以及設(shè)備有著極高的要求。隨著換熱器結(jié)構(gòu)的緊湊化���、小型化發(fā)展���,真空擴(kuò)散焊的技術(shù)優(yōu)勢(shì)進(jìn)一步彰顯,但技術(shù)難度的加大也顯而易見��。創(chuàng)闊科技根據(jù)時(shí)代的需求不斷創(chuàng)新技術(shù)���,開發(fā)產(chǎn)品��,完全克服換熱器微通道的變形與界面結(jié)合率之間如何取得良好的平衡直接決定了真空擴(kuò)散焊工藝的成敗���。創(chuàng)闊金屬科技的團(tuán)隊(duì)在各種結(jié)構(gòu)的微通道熱交換器結(jié)構(gòu)焊接加工制造方面擁有深厚的技術(shù)積累和研發(fā)實(shí)力。天津電子芯片微通道換熱器微通道板式換熱器設(shè)計(jì)加工創(chuàng)闊科技。
創(chuàng)闊能源科技制作的微化工反應(yīng)器的特點(diǎn)���,對(duì)反應(yīng)時(shí)間的精確控制:常規(guī)的單鍋反應(yīng)�����,往往采用逐漸滴加反應(yīng)物���,以防止反應(yīng)過于劇烈,這就造成一部分先加入的反應(yīng)物停留時(shí)間過長(zhǎng)��。對(duì)于很多反應(yīng)�����,反應(yīng)物�、產(chǎn)物或中間過渡態(tài)產(chǎn)物在反應(yīng)條件下停留時(shí)間一長(zhǎng)就會(huì)導(dǎo)致副產(chǎn)物的產(chǎn)生。而微反應(yīng)器技術(shù)采取的是微管道中的連續(xù)流動(dòng)反應(yīng)�,可以精確控制物料在反應(yīng)條件下的停留時(shí)間。一旦達(dá)到比較好反應(yīng)時(shí)間就立即傳遞到下一步或終止反應(yīng)��,這樣就能有效消除因反應(yīng)時(shí)間長(zhǎng)而產(chǎn)生的副產(chǎn)物��。結(jié)構(gòu)保證**性:由于換熱效率極高���,即使反應(yīng)突然釋放大量熱量�,也可以被吸收,從而保證反應(yīng)溫度在設(shè)定范圍內(nèi)���,很大程度地減少了發(fā)生**事故和質(zhì)量事故的可能性。而且微反應(yīng)器采用連續(xù)動(dòng)反應(yīng)���,在反應(yīng)器中停留的化學(xué)品量很少�����,即使萬一失控�����,危害程度也非常有限��。
創(chuàng)闊能源科技對(duì)于微通道對(duì)流換熱不同于宏觀(指尺寸>1mm)通道換熱的機(jī)理�����。受通道形狀���、壁面粗糙度��、流體品質(zhì)��、表面過熱量���、分子平均自由程與通道尺寸之比等眾多因素的影響,微通道換熱呈現(xiàn)出一些特殊的特點(diǎn)。換熱效率隨熱導(dǎo)率的變化趨勢(shì)根據(jù)徑向熱阻和器壁軸向熱傳導(dǎo)的影響,換熱器效率隨熱導(dǎo)率的變化可分為3個(gè)區(qū)域:低熱導(dǎo)率時(shí),隨熱導(dǎo)率的增加,徑向熱阻的影響逐漸減弱,換熱器效率增大,該區(qū)域可稱為熱阻控制區(qū);熱導(dǎo)率增加到一定程度時(shí),換熱器效率隨熱導(dǎo)率增加的趨勢(shì)逐漸減弱,增至**大值后開始逐漸減小,稱為高效換熱區(qū);熱導(dǎo)率進(jìn)一步增加時(shí),器壁軸向?qū)釋?duì)換熱過程的影響逐漸增強(qiáng),換熱器效率隨之減小,并逐漸趨近于器壁完全等溫時(shí)的換熱效率50%,稱為熱傳導(dǎo)控制區(qū)�����。高效微通道反應(yīng)器加工聯(lián)系創(chuàng)闊金屬科技�����。
差不多同時(shí)發(fā)展了在組合化學(xué)�����、催化劑篩選和手提分析設(shè)備等方面有著誘人應(yīng)用前景的微全分析系統(tǒng)(μTAS)�����。而把微加工技術(shù)應(yīng)用于化學(xué)反應(yīng)的研究始于1996年前后,Lerous和Ehrfeld等各自撰文系統(tǒng)闡述了微反應(yīng)器在化學(xué)工程領(lǐng)域的應(yīng)用原理及其獨(dú)特優(yōu)勢(shì)?,F(xiàn)在微反應(yīng)技術(shù)吸引了眾多學(xué)者在各個(gè)領(lǐng)域展開深入的研究,形式多樣的新型微反應(yīng)器層出不窮����,成為化學(xué)工程學(xué)科發(fā)展的一個(gè)新突破點(diǎn)���。3.反應(yīng)器的分類及結(jié)構(gòu)①按微反應(yīng)器的操作模式可分為:連續(xù)微反應(yīng)器、半連續(xù)微反應(yīng)器和間歇微反應(yīng)器�。②按微反應(yīng)器的用途可分為:生產(chǎn)用微反應(yīng)器和實(shí)驗(yàn)用微反應(yīng)器兩大類,其中實(shí)驗(yàn)用微反應(yīng)器的用途主要有藥物篩選��、催化劑性能測(cè)試及工藝開發(fā)和優(yōu)化等����。③若從化學(xué)反應(yīng)工程的角度看���,微反應(yīng)器的類型與反應(yīng)過程密不可分���,不同相態(tài)的反應(yīng)過程對(duì)微反應(yīng)器結(jié)構(gòu)的要求不同,因此對(duì)應(yīng)于不同相態(tài)的反應(yīng)過程�,微反應(yīng)器又可分為氣固相催化微反應(yīng)器、液液相微反應(yīng)器�����、氣液相微反應(yīng)器和氣液固三相催化微反應(yīng)器等���。由于微反應(yīng)器的特點(diǎn)適合于氣固相催化反應(yīng)�,迄今為止微反應(yīng)器的研究主要集中于氣固相催化反應(yīng),因而氣固相催化微反應(yīng)器的種類很多��。簡(jiǎn)單的氣固相催化微反應(yīng)器莫過于壁面固定有催化劑的微通道����。創(chuàng)闊科技制作微結(jié)構(gòu),微通道換熱器����,可按需定制。蘇州微通道換熱器歡迎來電
創(chuàng)闊能源科技致力于加工設(shè)計(jì)微通道換熱器��。石家莊微通道換熱器技術(shù)指導(dǎo)
真空擴(kuò)散焊接工藝目前應(yīng)用于航空航天產(chǎn)品的焊接生產(chǎn)以及自動(dòng)化工裝夾具的焊接生產(chǎn)等等����。材料的擴(kuò)散焊是以“物理純”表面的主要特性之一為根據(jù),真空擴(kuò)散焊是在溫度和壓力下將各種待焊物質(zhì)的焊接表面相互接觸�����,通過微觀塑性變形或通過焊接面產(chǎn)生微量液相而擴(kuò)大待焊表面的物理接觸��,使之距離離達(dá)(1~5)x10-8cm以內(nèi)(這樣原子間的引力起作用����,才可能形成金屬鍵)���,再經(jīng)較長(zhǎng)時(shí)間的原子相互間的不斷擴(kuò)散,相互滲透�����,來實(shí)現(xiàn)冶金結(jié)合的一種焊接方法�����。該種表面由于開裂的原子鍵而具有“結(jié)合”能力��。采用真空和其他凈化表面的方法之后�����,就有可能利用上述原子結(jié)合力����,來連接兩個(gè)和兩個(gè)以上的表面�����,隨后表面上產(chǎn)生的擴(kuò)散過程提高了這一連接的強(qiáng)度。通俗一點(diǎn)來講就是達(dá)到的你中有我�����,我中有你的程度�!根據(jù)焊接過程中是否出現(xiàn)液相,又將擴(kuò)散焊分為固態(tài)擴(kuò)散焊和瞬間液相擴(kuò)散焊�����。用這種焊接方法�����,可以連接具有不同硬度�、強(qiáng)度、相互潤(rùn)濕的各種材料�,包括異種金屬、陶瓷�����、金屬陶瓷�����,這些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金����、銅、鈦�����、玻璃和可伐合金���;黃金和青銅�����;鉑和鈦�����;銀和不銹諷鋼;鈮和陶瓷���、鑰����;鋼和鑄鐵、鋁��、鎢�、鈦、金屑陶瓷�����、錫�;銅和鋁、鈦�。石家莊微通道換熱器技術(shù)指導(dǎo)